中空板擠(jǐ)出與注塑成(chéng)型的主要(yào)區別有那些
作者: 東莞市绿巨人视频app下载新材料科技有限公司(sī)發表時間:2018-07-02 17:49:00瀏覽(lǎn)量:1625【小中(zhōng)大(dà)】
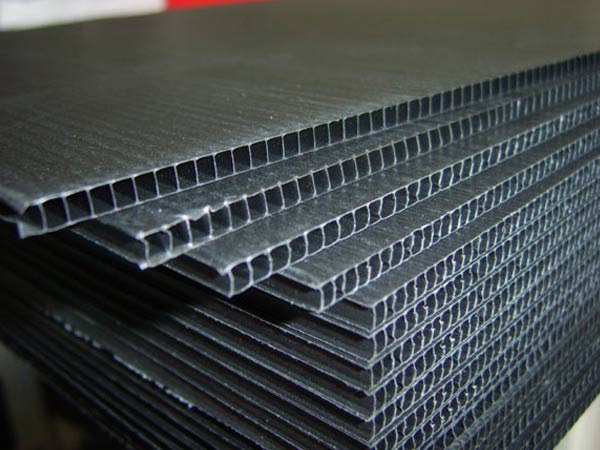
中空板的成型方式有注塑成型和擠出成型等方式(shì),那麽(me)中空板擠出與注塑成型的主要區別有那些呢?下麵佰德勝技術(shù)人員就(jiù)來為大家進(jìn)行介(jiè)紹。塑料中空板擠出成(chéng)型:擠出(chū)成型在塑料(liào)加工中又稱為擠塑。是(shì)指物料(liào)通過擠(jǐ)出機料筒和螺杆間的作用,邊受熱(rè)塑化(huà),邊被螺杆向前推(tuī)送,連續通過機頭而製成各種截麵(miàn)製品或(huò)半製品的一種加工方法。
文本(běn)標簽:
中空板的成型方式有注塑成型和擠出成型等方式,那麽中空板擠出與注塑成型的主要區別有那些(xiē)呢?下麵佰(bǎi)德勝技術人員就來為大家進行介紹。
塑料中空板擠出成(chéng)型:
擠出成(chéng)型在塑料加工中又稱為擠塑。是(shì)指物料(liào)通過擠出機(jī)料筒(tǒng)和螺杆間的作用,邊受熱塑化,邊被螺杆向(xiàng)前推送,連續通過機頭而製成各種截麵(miàn)製品或半(bàn)製品的一種加工方法。
注塑成型(xíng):
注塑機利用塑膠加熱到一定溫度後,能熔融成液體的性質,把熔融液體用高壓注射到密閉的模腔內,經過冷卻定(dìng)型,開模後頂出得(dé)到所需的塑體產品。
塑料原料的主要區別
1、流動性的差別
注塑對流(liú)動性要求(qiú)高,特別是(shì)薄壁製品和大型製品。擠出對要求(qiú)寬鬆一(yī)些,因(yīn)為擠出是開放式的,沒有模具(jù)反向的巨大阻(zǔ)力(lì)。
2、出口膨脹
注塑一般對出口膨脹沒有嚴格要求,擠出的出口膨脹會造(zào)成很(hěn)大的問題。所以注塑與擠出(chū)材料的粘彈性控製也會有所不同。
3、熔(róng)體強度
注塑是在模具裏成型(xíng)的,有模具構成的幾何限製,對(duì)熔體強度要求不高。擠出成型雖然也存在口模的幾何限(xiàn)製,但是出(chū)口模後沒有完全(quán)固化,在這種自由(yóu)狀態下有(yǒu)時由於低的熔體(tǐ)強度而(ér)不能(néng)很好成型(如紡絲)。
擠出之後往(wǎng)往還(hái)伴隨著後續的自由狀態下的加工成型,如熱成型、中(zhōng)空(kōng)吹塑,在這些(xiē)成型過程中往往存在不同程度的熔體拉伸,如果熔體強度低,就(jiù)容易拉破(pò)。所以注塑一般不(bú)要求高(gāo)熔體強度,而擠(jǐ)出一般是要求的。







 0769-87514888
0769-87514888